
What Is Production Capacity and How to Calculate It?

11 Minute Read
Knowing your production capacity allows you to better plan and schedule production, provide customers with more accurate lead times, and forecast your cash flow. Here is a guide that can help you calculate and increase it.
What is Production Capacity?
Many small manufacturers are not aware of what their production capacity is. Often, they can give a rough estimate but cannot back it up with numbers. This is unnerving considering that many important business decisions depend on the company’s production capacity. Decisions based on estimations, however, are never as good as those based on cold, hard data.
Production capacity is the maximum possible output of a manufacturing business, measured in units of output per period. Knowing your production capacity gives you the chance to improve production planning and production scheduling, give more accurate lead times, and forecast your cash flow.
Theoretically, capacity is a certain number that tells you how much your factory could produce. But practically, how much you can output is almost never a fixed number. That is the case even if you only make a single product, but especially true if you produce a mix of products.
How to determine your Production Capacity?
There are several different ways for determining your production capacity.
- Manually measuring the capacity – a simple way of determining your past performance and using this to plan the future.
- Rough-Cut Capacity Planning (RCCP) – an approach for general longer-term planning.
- Capacity planning and scheduling – an approach for accurate shorter-term planning.
Manually measuring the capacity
One of the ways to do it is to count the number of products going through the whole manufacturing process in a given time when production is running at full capacity. This, however, can only be done in Make-to-Stock environments that are based on the push system, and in Make-to-Order manufacturing (pull system) when demand is as high, or higher, than your production capacity.
Be aware that:
- This method is very simplistic and might be inaccurate.
- You will know your historical capacity, but there is no guarantee that the capacity in the future will be the same.
- It is also impossible to evaluate your production capacity by using this method when you produce a large mix of different goods.
Rough-Cut Capacity Planning (RCCP)
To get a more realistic idea of your production capacity, especially if you produce a mix of goods, you should use calculations that consider your:
1. Productive hours per day. How many people/machines are working on a type of product at a time? How long are their shifts? How many shifts are there in a day? What is the average downtime? When are the planned maintenances and holidays?
2. Products’ throughput time. How much time does it take to make one product from start to finish?
By knowing these variables, you can easily determine your production capacity – the maximum possible output of your products at the current time. Then, you can assign this capacity to different product mixes to determine whether it is possible to meet demand and how long the lead times would be.
Learn more about How to Calculate Throughput Time.
Example
A company produces wooden furniture: chairs, dining tables, and coffee tables. All of their products go through the same processes, following the same production routing. The only difference is that the products’ processing cycle times are different, i.e. their throughput times vary.
- The throughput time of a chair is 0.4 hours.
- The throughput time of a dining table is 0.8 hours.
- The throughput time of a coffee table is 0.6 hours.
The company has 16 production staff working in two 8-hour shifts 5 days per week. That means the cumulative productive hours per week is 16 x 8 x 5 = 640 hours.
Within one week, it is therefore possible to produce:
- 640 / 0.4 = 1600 chairs, OR
- 640/ 0.8 = 800 dining tables, OR
- 640/ 0.6 = 1066 coffee tables
Let’s say the company needs to deliver:
- 800 chairs at the end of week 2.
- 300 dining tables at the end of week 1, and 400 at the end of week 3.
- 400 coffee tables at the end of week 1, and 500 at the end of week 3.
To complicate matters, in the second week, 12 employees are on annual leave.
Considering the above constraints, a rough-cut capacity plan for 3 weeks could be the following:
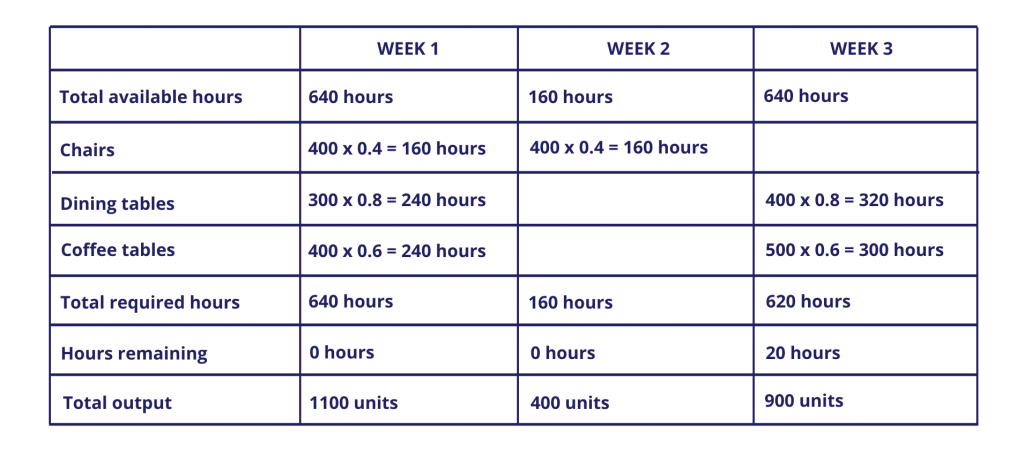
Such rough-cut plans can be made quite easily in spreadsheets, but there are also specialized software that can help do it better.
Be aware that rough-cut capacity planning does not consider:
- The sequences of operations and changeover times between different products. As a result, unexpected bottlenecks may develop, due to which the throughput time for products will be longer, and as a result, the production capacity will be lower. It is wise to use a coefficient to factor this in.
- Availability of materials.
Capacity planning and scheduling
To accurately determine your capacity for a future period, detailed planning must be done. Manufacturing of each product must be broken down to a sequence of operations, workstations and their individual availability must be defined, setup times need to be measured, materials’ availability and lead times must be considered, as well as any other details that may affect the schedule.
Doing this manually is difficult, and this is why MRP software has been developed. These software solutions will use all the available information and constraints to produce a realistic schedule.
Be aware that:
- Because there many moving details, this approach is most useful for short-term planning. Due to the butterfly effect, a small change in the short term may cause a dramatic shift in long-term plans.
- This approach is very resource-intensive – use specialized software for it.
How to increase Production Capacity?
Anyone can figure out that capacity can be increased by purchasing new equipment and hiring new staff.
However, in almost any manufacturing company it is possible to increase production capacity by using existing resources:
- Plan better. Whenever something does not go according to the plan, work stops. Even a small ripple can have large, unexpected effects across the company.
- Improve business processes. E.g. start using backward scheduling to procure materials and finish production just in time, to lower inventory and improve cash flow.
- Use manufacturing methodologies to improve. E.g. use Lean Manufacturing principles to eliminate waste, Theory of Constraints (TOC) to find and improve bottlenecks, Single Minute Exchange of Dies (SMED) to reduce changeover times, etc.
As a short-term solution, increasing production capacity to meet a sudden demand shift can be done by:
- Adding shifts or having employees work overtime. This works when the required work is manual or when machinery is not already used in full capacity.
- Outsourcing production. This can be done when your machinery is already working in full gear and cannot accommodate a capacity increase.
What is the Capacity Utilization Rate?
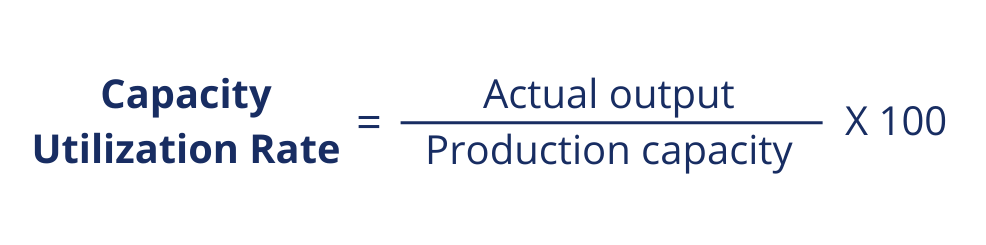
The capacity utilization rate is an important KPI related to production capacity. It shows how much of a company’s production capacity is being used, and how much is left unused. The figure is presented as a percentage.
You can find your capacity utilization rate by dividing your actual level of output by your production capacity and multiplying the result by 100.
The capacity utilization rate is great for assessing your operational efficiency as well as your costs and pricing. Generally, an 85% rate is considered optimal. The higher the capacity utilization rate, the lower the cost per unit gets, which allows you to offer your product at a lower price and sell more, or just increase your profit margin.
Production Capacity in ERP/MRP software
Production capacity management is an important part of any proper ERP/MRP system. Using the capabilities of specialized software for capacity planning has many benefits, including:
- Better accuracy in planning and cost control
- Flexibility to consider seasonality and other demand surges
- Historical data collection and better insights
- Higher efficiency due to better decision-making
Using an ERP/MRP system can also help you automate the process of determining your production capacity, thereby reducing the risk of manual data entry errors and allowing you to manage many workstations or machines at the same time.
Read more about Capacity Planning in Manufacturing ERP.
Key takeaways
- Production capacity is the maximum possible output of a manufacturing business, measured in units of output per period.
- Knowing your production capacity gives you the chance to better plan and schedule production, give more accurate lead times, and forecast your cash flow.
- There are several different ways for determining your production capacity: manually measuring the capacity, Rough-Cut Capacity Planning (RCCP), and Capacity Planning and Scheduling.
- Production capacity can be increased in the long term by better planning, by improving business processes, and by implementing manufacturing methodologies such as Lean, Theory of Constraints, and Single Minute Exchange of Dies.
- In the short term, you can increase production capacity by adding shifts or having employees work overtime, or by outsourcing some of your production.
- The capacity utilization rate is a percentage that shows how much of a company’s production capacity is being used. The higher the rate, the lower the cost per unit.
- Using an ERP/MRP system for capacity management allows companies to plan their production more accurately and efficiently, and make better decisions thanks to better data analysis and insights.
Article source: https://manufacturing-software-blog.mrpeasy.com/production-capacity/

Press Kit
Contact


